
球磨机的筒体由厚钢板焊接而成,两端焊有法兰盘,分别与磨机端盖联接。筒体上有人孔,在停机的时候可以打开人孔。通常情况下,筒体采用是选用高锰钢、高铬铸铁、中锰球铁和橡胶等,目前以高锰钢衬板应用最广泛。
筒体应具条件
1.筒体要承受衬板,研磨体,隔仓板和物料的重量,运转起来会产生巨大的转矩,故需要有很大的抗弯强度和刚度及厚度,厚度约为筒体直径的0.01~0.015倍。
2.筒体要开设1-4个磨门(与磨机的长度和仓数有关),用于更换衬板,各仓板,倒装研磨体和人员进入磨内检修。
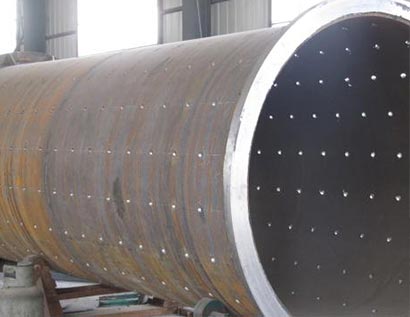
筒体焊接
筒体是球磨机的主力配件,除材质的选用外,其重要的焊接工艺,高的工艺不仅能提高设备性能。通常我公司是采用焊条电弧焊、埋弧焊,焊条电弧焊工对焊条进行操作焊接的方法,电弧焊是利用电弧作为热源的熔焊方法,进行焊接时,具有一定电压的两极电或电极与焊件之间,在气体介质中会产生强烈持久的放电现象。焊条电弧焊是目前使用最广泛的一种焊接方法;埋弧焊指的是电弧在焊剂下燃烧以进行焊接的熔焊方法。埋弧焊广泛应用于碳钢、低合金结构钢和不锈钢的焊接,具有效率高,焊缝质量好等优点。

一般筒体都设计成整体式结构,因为整体式结构的制造综合偏差相对较小,且加上费用相对也低一些。
大规格的筒体往往因为受运输条件和制造加上能力的限制,需设计成“分段式”结构。筒体段节之间一般采用带定位置口的法兰联接结构。筒体分段的另一种办法是现场焊接,即筒体在制造厂按运输条件分段,然后准确地加上出带止口的特殊焊缝坡口,连同专用的全套施焊设备运到现场,由制造厂的焊接技师在现场进行焊接和消除焊接应力。这种方法只有在球磨机的筒体需要在现场焊接才比较合算。


|

|

|